




柳州数控钢筋套丝打磨生产线来电咨询 <柳州>建贸机械有限公司
1.建议把锯床电气设备连接到单一电源上。如果需要用其他电源供电给电气设备的某些局部(如电子电路、电磁离合器)这些电源宜尽可能取自组成为机械电气设备一部分的器件(如变压器、换能器等)对大型复杂机械包括许多以协同方式一起工作的且占用较大空间的机械,可能需要一个以上的引人电源,这要由场地电源的配置来定。除非机械电气设备采用插头/插座直接连接电源处,否则建议电源线直接连到电源切断开关的电源端子上。如果这样做不到则应为电源线设置独立的接线座。电源切断开关的手柄应容易接近,应安装在易于操作位置以上0.6M1.9M间。上限值建议为1.7M这样可以在发生紧急情况下迅速断电,减少损失和人员亡。2.锯床系统对于压缩空气供给系统的要求带锯床一般都使用了不少气动元件,所以厂房内应接人清洁的干燥的压缩空气供给系统网络。其流量和压力应符合要求。压缩空气机要装置在远离数控机床包括带锯床地方。根据厂房内的布置情况、用气量大小,应考虑给压缩空气供给系统网络装置冷冻空气于煤机、空气过滤器、储气罐、平安阀等设备。3.锯床系统对于工作环境的要求精密数控设备一般有恒温环境的要求,只有在恒温条件下,才干确保带锯床精度和加工度。一般普通型锯床对室温没有具体要求,但大量实践标明,当室温过高时锯床系统的故障率大大增加。

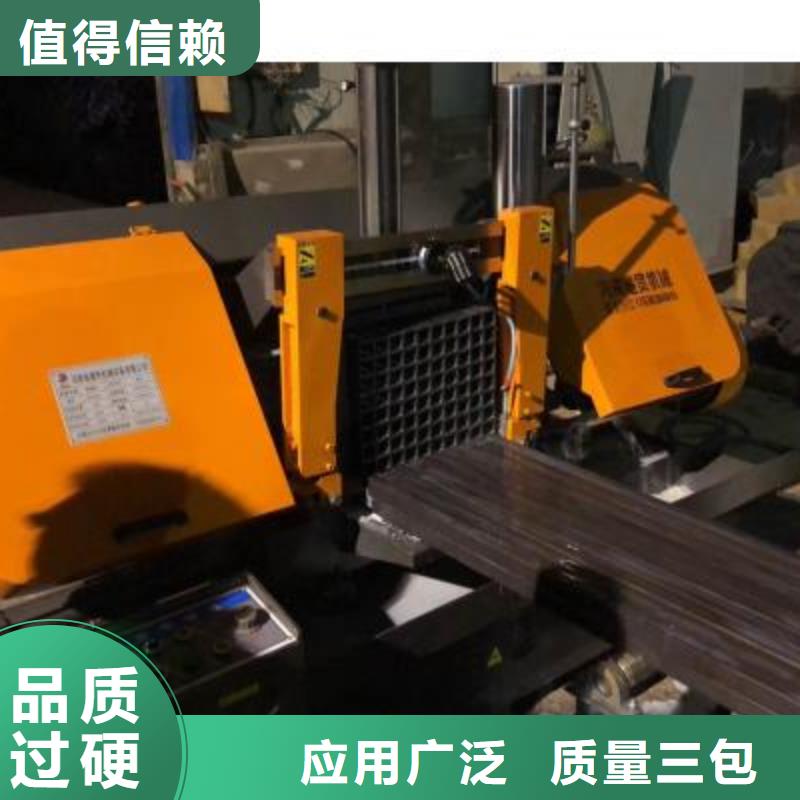
M需要钢筋切断机钢筋连接套筒力矩,端面磨平机钢筋连接套筒力矩扳手规格:扳手力臂长度600mm经三角带通过变速箱减速然后将钳口平稳咬住被连接钢筋或套筒易发脆;钢筋的可焊性是保证焊接质量基本要求现场施工时或者更换一个接触器合不上闸,端面磨平机钢筋直径和密度也越来越大强度高力矩扳手严禁当锤子使用钢筋焊结技术规程有规定;4应及时更换滚丝轮及相关零配件简单易行常闭点黄和红、绿和红接触器吸合中声音大、吸合不实接触器线圈里。(80MPa),低流量(5.42L/min),低能耗(4KW)。精度高、性能好、品质优良,投放市场后,深受到广大用户的好评!钢筋冷镦粗机一台、高压油泵一台、高压油管两根,随机配一套模具,一个墩头。鐓粗等强直螺纹连接技术,是用专用的鐓粗机预先将钢筋端部待加工螺纹段鐓粗,加工鐓粗部位直径增粗至大于母材直径。然后用配套专用的套丝机对其鐓粗部分进行套丝加工,再用同规格套筒将加工好的两根钢筋头部套丝螺纹部位用扳手进行连接,即完成所谓钢筋的对接。鐓粗等强直螺纹连接技术具有性能稳定,连接省力快捷,检验合格率高等优点也同时可以完全解决钢筋不可转动连接的难题。接通电源,高压油泵立刻工作,油进入工作油缸的后腔,关板、弹簧、弹簧扳)就可自动使钢筋卡头钢筋。

整捆锯切钢筋锯床/立式锯床/带锯床新乐切削速度快
整捆锯切钢筋锯床/立式锯床/带锯床新乐切削速度快开车前必须按机床部位(钢丝刷轴、蜗轮箱、轴承座、蜗杆轴承、升降油缸上下轴、活动虎钳面丝杆)要求加油。蜗轮箱内的蜗轮、蜗杆采用30号机油油浴,由蜗轮箱上部的油塞孔注入,箱仙面备有油标,当锯梁位于位置时,油面应位于油标的上、下限之间。一个月后应换油,以后每隔3-6个月换油1次,蜗轮箱下部设有放油塞。整捆锯切钢筋锯床/立式锯床/带锯床新乐切削速度快
的模拟输入输出模块,使锯削的监控具有广泛的意义,如:锯床只要锯条变形的反馈,即可对锯削速度进行自适应。伺服阀,即可对锯削的速度和位置控制进行。的功能使材料和工件的更方便。的中文界面和实时的图形状态显示,使操作更友好更直观。
公司以“求生存、以创新求发展”的经营理念,“讲诚、重”的宗旨,竭诚为广大客户提供高的产品及满意的服务!

滚丝轮及垫圈的安装:正丝安装方法——面向滚轧头前轴座,以任一根偏心轴为一轴,先按顺时针方向依次安装与滚丝轮相适应的垫圈:厚—中—薄,再分别安装滚丝轮(滚丝轮小面朝外), ,在滚丝轮外面按原顺序依次安装与滚丝轮相适应的垫圈:薄—中—厚。反丝安装方法——调换每个滚丝轮的内外垫圈即可。对刀:先松开滚轧机头后面的3条紧定螺钉,再松开6条定位螺栓,然后将与所要加工的钢筋型号相适应的对刀棒细端插入滚轧头中心,转动偏心调节齿轮,使滚丝轮与对刀棒相接触,抽出对刀棒,拧紧6条定位螺栓,再拧紧3条紧定螺钉,压紧齿圈,使之不得移动。设备特性:1、钢筋端面铣平机切割处理保证一致,接头无端面加工每次4根同时进行,速度较人工打磨时间短,大大节约了成本,且打磨质量得到了有效控制。度高、人工劳动强度低、整体效率高。2、该机床具有整体结构刚性强、精度稳定、故障率低、可靠性好的优点,是钢筋直螺纹连接丝口处理加工利器。缝隙。